


Premium DTF Prints in Nashville – Custom Transfers, Apparel & More
At Music City DTF, we specialize in premium DTF prints in Nashville, offering top-quality custom DTF transfers, UV DTF gang sheets, and personalized apparel for individuals, brands, and businesses across Tennessee. Whether you're looking to design your own custom t-shirt, print heat transfer gang sheets, or create vibrant UV DTF stickers, our expert team delivers unmatched quality with fast turnaround. Proudly serving Nashville's apparel decorators, print shops, small businesses, and creatives, we make it easy to build your own DTF gang sheet, order DTF transfers online, and get ready-to-press prints that bring your designs to life. From custom shirts for events to wholesale DTF printing services, we’re Nashville’s trusted one-stop shop for all things DTF.













Collections
Explore our full range of high-quality transfers and custom apparel, including DTF, UV DTF, and unique custom shirts — perfect for personal projects or professional use.

Build Your Own Basket




Why Choose Us?
Same Day Shipping
Place your order before 2 PM and we’ll ship it out the same day to ensure fast delivery. Orders received after 2 PM will be processed the next business day.
Ultra Vivid Colors
Printed with the highest level of CMYK technology for unmatched detail and vibrancy.
Customer-First Support
Fast, responsive service for all your questions and needs.


One print, endless possibilities


No Experience Needed
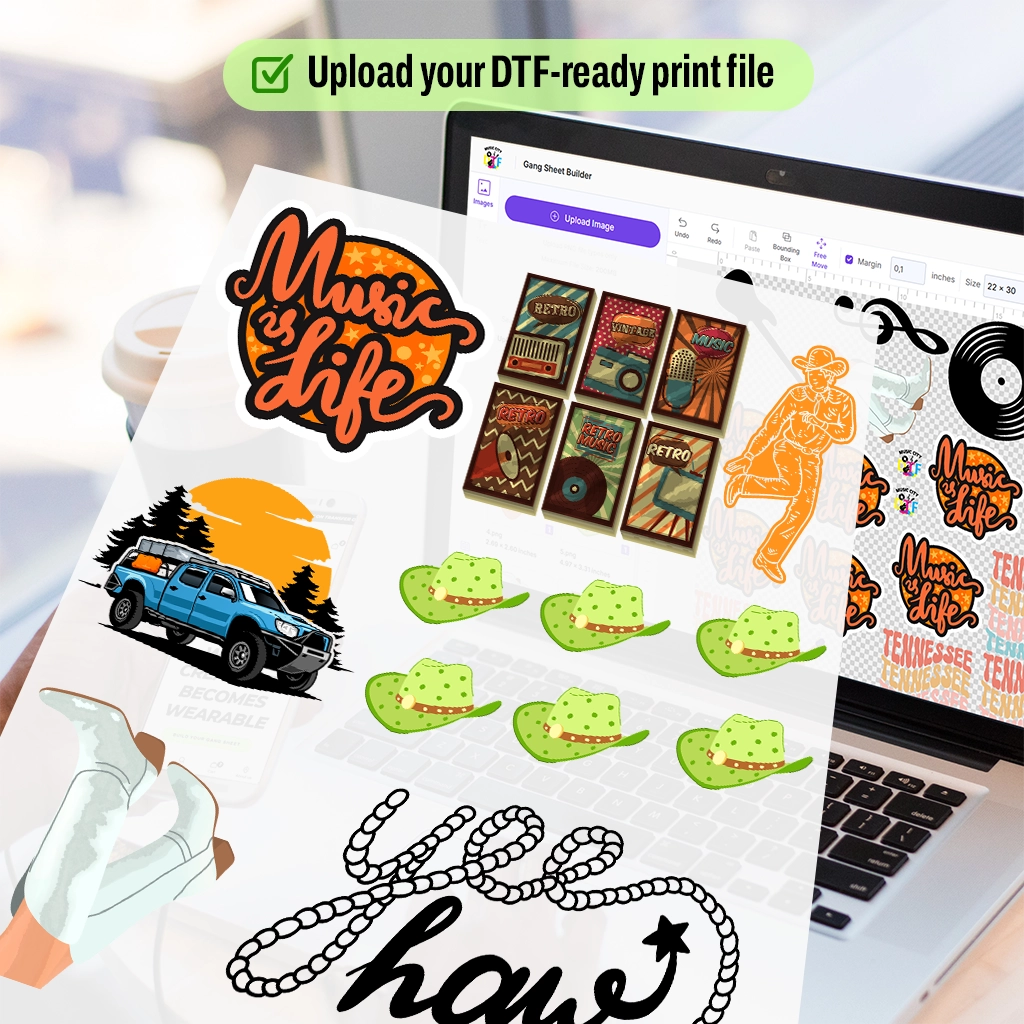
Our Gang Sheet Builder makes designing easy and hassle-free — no prior experience required! Simply upload your artwork, and our intuitive AI-powered tool will help you arrange and optimize your prints for maximum efficiency. Whether you’re a beginner or a pro, creating perfect gang sheets has never been this simple.
Products showcase

Vendor: MusicCityDTF
Popular Products
Let AI do the work for you! Our Gang Sheet Builder features smart auto-layout powered by AI — automatically arrange your designs for optimal space usage and efficiency. Just upload your files and let the system handle the rest.



Already have a gang sheet ready? Upload your pre-made design and we’ll take care of the rest with vibrant, high-resolution DTF printing. Perfect for pros who know exactly what they want!
Simply upload your artwork, and we’ll turn it into a high-quality, ready-to-press DTF transfer. Ideal for personalized apparel, merch, and more — no minimums, full-color prints every time.
Use this section to promote products that are on sale or part of a special promotion by prominently and attractively showcasing selected items.

We stand behind what we print.
Our DTF products are safe, reliable, and built to perform—so you can focus on creating with confidence. Got questions?
Check our FAQs or
Reach out to us directly.
How long does shipping take?
How long does shipping take?
Shipping usually takes 2–7 business days, depending on your location.
Need your order faster? Expedited shipping options are available at checkout.
For specific shipping concerns or special requests, feel free to contact us — we're happy to assist!
Is free shipping available on all products?
Is free shipping available on all products?
Yes — we offer free shipping on orders over $99 (before tax and after discounts).
Orders below that amount will have standard shipping rates applied at checkout.
Can I get a print sample?
Can I get a print sample?
Yes, we provide DTF and UV DTF print samples so you can check the quality before placing any order — no minimum quantity required.
What can I print on using DTF?
What can I print on using DTF?
DTF (Direct to Film) printing is highly versatile — you can print on a wide range of fabrics including cotton, polyester, blends, and more. It works great for t-shirts, hoodies, tote bags, and other apparel or textile products.
Crafting Excellence Together

Creative Print Blog

The $500 DTF Transfer Mistakes Nashville Artists Make When Printing for Fashion Brands
That rack of dresses looked perfect when you pressed them. The color popped, the logo was crisp, the boutique owner smiled. Then she picked one up. She felt it. She held it to the light. She said it feels like cardboard and the press box is showing. That one sentence just cost you $500. Not in film. In $22 blanks, rush reprints, and a fashion client who tells three other boutiques not to use you. A DTF transfer is like giving your design a second life. You print it onto film, dust it with powder, and cure it until it's ready to travel. Then with one press of heat, it jumps from film to fabric. No limits on color. No limits on fabric. Just your art, stuck on and made to last. But fashion brands don't judge like a band tee client. They judge drape, hand feel, and how it looks on camera from three inches away. Get that wrong and your transfer fails even if it sticks. Let’s look at DTF Transfer mistakes that could make you lose your fashion clients. DTF Transfer Mistakes that Cost Nashville Shops Real Money 1. You Use Hoodie White Density on Modal, Rayon, and Soft Drape Dresses This is the number one reason fashion boutiques reject DTF. You have a recipe that works for hoodies. 85% white, heavy powder, 315°F for 18 seconds. It looks super opaque on a black hoodie. So you use the same file for a Germantown boutique's 60 modal dresses. On modal, that heavy white is a disaster. The dress stops draping. When the model walks, the printed area swings like a board while the rest of the dress flows. Hold it up to light and you see a stiff rectangle. A $22 modal blank x 40 rejected dresses is $880 in blanks alone, plus $180 in gang sheet film and two days lost. And that boutique orders monthly. Why Heavy White Kills Drape and Creates DTF Print Quality Problems Heavy white adds 0.3mm of rigid TPU plastic on top of soft fabric. Modal and rayon are meant to move. That plastic panel stops movement. You get DTF print quality problems that are not actually print problems, they are fashion problems. The transfer is bonded, but the garment is ruined because it feels like cardboard. How to Set White Density and Choke for Soft Fashion Fabrics For heavy fleece and thick cotton, 80-85% white is correct. For soft drape fashion, you want 60-65% white. At 60-65% you still get 93-95% opacity on darks, but you cut hand feel by 35-40% in our stretch tests. Add a 2 pixel choke on white for fashion. That pulls the white just inside the color edge so you never see a white halo on a black dress. What Music City DTF Does Different for Fashion White Density If you print for fashion, tell your printer. At Music City DTF we ask what fabric you are pressing most because a 22x60 built for hoodies should never be the same file as a 22x60 built for modal, even if the art is identical. We run 60-65% for drape and 80-85% for fleece. 2. You Press Too Hot and Too Hard and Leave a Shine Box That Screams Homemade Fashion brands live and die by presentation. A shine box around your transfer is an instant fail. Here is how it happens. You set your press to 315-320°F and 70-80 PSI because you want to be sure it sticks. You press a black modal dress or a tri-blend boutique tee for 18-20 seconds. The heat and pressure crush the fibers around your design. On black, you get a glossy square. On blush, you get a flattened square that reflects light differently. Under boutique LED lighting, that box is all you see. This is classic Incorrect DTF press settings. And it is a DTF temperature mistake that costs you because you cannot fix a shine box. You can try to wash it out. Sometimes it fades 50% after one wash, but fashion clients check before wash. Why High Heat and Heavy Pressure Cause Shine and Dye Issues We test this daily. At 320°F and 80 PSI on black modal, 100% of presses show a visible shine box that lasts past first wash. At 300-305°F and 50-60 PSI, only 5% show any box, and it disappears after pre-press steam is gone. Heavy pressure also pushes adhesive beyond the design edge and creates a plastic outline you can feel. That outline is why customers think it is a sticker. The Fashion Press Recipe That Removes Shine Without Causing Peeling For fashion brands, use this recipe. Pre-press 3 seconds at 300°F with parchment to remove 6-8% hidden moisture and factory softener. Then press at 300-305°F for 13-14 seconds at 50-60 PSI, not 70-80. Peel after 4-7 seconds with a smooth steady pull. Then final press 5 seconds with a light finishing sheet, not a hard silicone pad. That final light press drops hand feel another 20-25% and locks the edge without adding shine. How to Check Your Press for Cold Spots That Cause Random Failures Check your platen with a $20 infrared temp gun. Set to 310°F and read five points. If one corner reads 285°F, you have a cold spot. You will press longer to compensate and you will scorch the hot corner. That cold spot variance causes random DTF transfer issues that look like bad film but are your press. 3. You Ignore Fabric Oils, Moisture, and Wash Testing That Fashion Brands Require Fashion brands don't wash like a band tee customer. They care about how the garment moves, how white stays white, and how it holds after their customer washes cold and hangs dry. Two hidden killers ruin fashion runs. Factory oils and softeners, and skipping a real fashion wash test. Modal, rayon, and satin-blend dresses are finished with softeners to feel silky on the rack. Those softeners sit on the fiber. At 315°F+, they release as vapor and get trapped under your transfer. That vapor creates tiny bubbles that look like DTF transfer problems and causes edge lift after one wash. That is why you get DTF transfer peeling on dresses that felt fine when they left your table. How Factory Softeners and Humidity Create Bubbles and Edge Lift Nashville averages 74% humidity in July. At 70% RH, TPU powder gains 2-3% moisture weight in 48 hours. That moisture turns to steam under your press and makes bubbles. Combined with factory softener oils, you get DTF transfer peeling on day one. Keep film in gasket totes at 45-55% RH and 68-75°F, off concrete, with 100 gram desiccant. Only pull two hours of work at a time. A $35 tote and $12 desiccant saves $400+ in ruined fashion film per humid month. Why Fashion Needs a Different Wash and Stretch Test Than Cotton Tees You press one tee, stretch it, and ship 60 dresses. The boutique washes one cold, hangs dry, then stretches the print area. If your white is too heavy, it shows why is my DTF transfer cracking across the chest when the model moves. Heavy 85% white cannot move with a drapey dress that stretches 15-20% when walking. It cracks in fine hairlines that you see up close. Always stretch test 20% side to side before shipping 60 dresses. The Correct Pre-Press and Final Press for Fashion That Keeps White Pure Always pre-press fashion for 3-5 seconds with parchment, not 2 seconds. You need to see light steam. That steam is moisture and softener leaving. If you skip it, that steam fights your adhesive. Then final press 5 seconds with light finishing sheet. Skip fabric softener sheets. Silicone residue causes DTF transfer peeling after hot wash, which fashion customers sometimes do. Boutiques Don't Give Second Chances, Your Transfers Shouldn't Need Them One stiff dress, one shine box, one cracked print on camera and you're out. Let's make sure your next fashion run drapes soft, feels light, and holds wash after wash. Buy Premium DTF Transfers. How These Three Fashion DTFTransfer Mistakes Stack Into One $500 Loss Shops rarely lose $500 on one dress. They lose it because all three stack. You store a 22x100 gang sheet in 68% humidity, so powder has moisture. You print modal dresses with 85% white hoodie density, so they feel like cardboard. You press at 320°F and 75 PSI to be safe, so you leave a shine box. The boutique rejects 30 of 60 dresses. That is 30 x $22 = $660 in blanks, plus $140 in film, plus $45 in rush shipping for reprints, plus the boutique owner telling two other stores. We see math weekly. A shop pressing 200 fashion pieces a month at $22 blank cost loses 8% to fashion-related DTF transfer issues. That is 16 pieces x $22 = $352 in blanks plus 16 x $4 in transfer cost = $64, plus 4 hours labor at $18 = $72. That is $488 a month in waste, almost $5,856 a year, from three fixable recipes. The 30 Minute Shop Audit That Stops Fashion Rejections At Music City DTF we audit fashion shops in 30 minutes. Hygrometer first. If over 60%, seal film. Temp gun second. Check platen variance. Keep variance under 10°F. Wash and drape test third. Press one dress of each fabric type, wash cold, hang dry, and hold it up to the window light. Does it drape? Can you feel a hard edge? Is there a shiny box? If yes, adjust white density down to 60-65% and temp down to 300-305°F. How Much Fashion DTF Mistakes Really Cost Per Month That audit is free. The mistake is $500 every time. When you add reprints, shipping, and lost reorders, most Nashville artists lose $350 to $500 monthly to DTF transfer washing problems and Incorrect DTF press settings. Fix white density, temp, and storage and you keep that margin. The Fashion Brand Press Recipe That Keeps Drape and Kills Shine This is the exact recipe we run for Germantown and 12 South boutiques. Pre-press 3-5 seconds at 300°F with parchment to purge moisture and softener. Place transfer, no press pillow under thin fashion if you can avoid it. Pillows create uneven pressure and edge marks. Use a flat platen. Press 300-305°F for 13-14 seconds at 50-60 PSI. Medium, not heavy. Heavy is for hoodies. Fashion needs to breathe. Peel after 4-7 seconds. Smooth, steady, one motion. If film fights, press 2 seconds more, not 10. Fighting film means your pressure was light or your fabric was cold. Final press 5 seconds with light finishing sheet. This drops hand feel 20-25% and locks fibers without shine. Skip fabric softener sheets. Silicone residue causes DTF transfer peeling after hot wash, which fashion customers sometimes do. Give every fashion client a wash card. Cold wash inside out, hang dry or tumble low at 120°F, no bleach. Data from 200 wash tests shows hot wash at 130°F fades white 2.3x faster and high heat dry at 170°F causes 40% more edge lift than low. Why Wash Cards and Low Heat Drying Save Your Fashion Reputation Fashion customers photograph their clothes. A faded white logo after 3 hot washes looks cheap. A wash card that says cold inside out and hang dry protects your work. It costs $0.04 per card and saves a $25 shirt return. That is the ROI you can feel. When to Use Music City DTF Fashion Dialed Gang Sheets Do that and your DTF will feel like part of the dress, not on top of it. And if you want gang sheets already dialed for fashion fabrics, the team at Music City DTF is printing daily in Nashville for boutiques that cannot afford a stiff dress. Conclusion A $500 fashion mistake never looks like $500 when you make it. It looks like using your standard heavy white on a $24 modal dress because it is opaque. It looks like pressing at 320°F for 20 seconds to be safe. It looks like skipping a 3 second pre-press because you are in a hurry for a boutique drop. Then the boutique texts. Forty dresses feel stiff. The press box shows in photos. The print cracked when the model walked. DTF is like giving your design a second life. You print it onto film, dust it with powder, and cure it until it's ready to travel. Then with one press of heat, it jumps from film to fabric. No limits on color. No limits on fabric. Just your art, stuck on and made to last. But for fashion brands, that second life has to drape, feel soft, and disappear on camera except for the art. So adjust white to 60-65% for soft drape, drop temp to 300-305°F and pressure to 50-60 PSI to kill shine, pre-press to remove oils and moisture, and store at 45-55% humidity so your powder stays dry. Do that and you stop paying for rejections with blanks and reputation. And if you want gang sheets already dialed for fashion fabrics, the team at Music City DTF is printing daily in Nashville for boutiques that cannot afford a stiff dress. Stop Losing Fashion Clients to Stiff Prints and Shine Boxes If you've had a boutique reject 40 dresses for cardboard feel or a shine box in photos, you know this cost. Let's make your next fashion run drape soft and sell out. Browse Our Services Frequently Asked Questions What Are the Biggest DTF Transfer Mistakes When Printing for Fashion Brands? The biggest DTFTransfer mistakes for fashion are using 85% white hoodie density on modal, pressing too hot at 320°F causing shine boxes, and skipping pre-press so factory softeners cause bubbles. These create stiff drape, visible press marks, and peeling that boutiques reject instantly and cost $500 per order. Why Does My DTF Transfer Feel Like Cardboard on Fashion Dresses? Your DTF transfer feels like cardboard because white underbase is too heavy at 80-85%. On modal and rayon, heavy white adds 0.3mm rigid plastic that kills drape. Drop white to 60-65% for fashion. You keep 95% opacity but cut hand feel 35-40% and dresses flow again like they should. How Do I Fix DTF Transfer Peeling on Boutique Modal Dresses? Fix DTF transfer peeling by pre-pressing 3-5 seconds at 300°F to remove moisture and softener oils, pressing at 300-305°F for 13-14 seconds at 50-60 PSI, peeling after 4-7 seconds, and finishing 5 seconds with light sheet. Store film at 45-55% RH to prevent moisture bubbles. What Causes DTF Print Quality Problems Like Shine Boxes on Fashion? Shine boxes come from Incorrect DTF press settings, too much heat and pressure crushing fibers around art. At 320°F and 80 PSI 100% of black modal shows a box. At 300-305°F and 50-60 PSI only 5% show any box. Lower temp and pressure to fix it permanently. Why Is My DTF Transfer Cracking on Fashion Dresses When Models Walk? Your DTF transfer cracks because heavy white can't stretch 15-20% with movement. 85% white is brittle on soft drape. Keep white at 60-65% for fashion and cure powder to orange-peel finish at 285°F for 90 seconds. Always stretch test 20% side to side before shipping 60 dresses. How Do I Avoid DTF Transfer Washing Problems With Fashion Clients? Fashion clients wash cold and hang dry, but some wash hot. Press at 50-60 PSI and finish 5 seconds to lock edge deeper. Give wash card, cold inside out, tumble low 120°F, no bleach. Hot wash at 130°F fades white 2.3x faster and high heat dry causes 40% more lift. What DTF Temperature Mistakes Ruin Fashion Brand Orders? DTF temperature mistakes for fashion are pressing modal at 320°F for 18-20 seconds causing shine boxes and dye migration turning white pinkish, and not pre-pressing to release factory oils. Use 300-305°F for 13-14 seconds, pre-press 3-5 seconds, and test white under daylight LED for true color. What Are Common DTF Transfer Problems in Humid Nashville Shops? Nashville averages 74% humidity in July. At 70% RH powder gains 2-3% moisture in 48 hours causing pinholes and bubbles that look like DTF transfer problems. Store gang sheets in gasket totes off concrete at 45-55% RH with desiccant, pull only two hours of work at a time. Can Music City DTF Help Me Print for Fashion Brands Without Cardboard Feel? Yes, at Music City DTF we adjust white density by fabric, 60-65% for soft drape fashion and 80-85% for fleece, print on 75-micron double-coated film, cure 90 seconds at 285°F, and pack in moisture-resistant bags with desiccant so fashion gang sheets drape soft and press with no shine. How Do I Keep DTF Transfers Soft on Fashion Brands but Still Durable? Keep softness by using 60-65% white, 50-60 PSI, and light finishing sheet not hard pad. Keep durability with proper cure to orange-peel texture, 13-14 second press, and 5 second final press. That combo gives soft drape, no shine box, and 50+ wash durability when washed cold inside out.
Learn more
How to Store Large DTF Orders in Humid Shops Without Ruining Your Film
That big stack of film you just got in feels perfect. The colors pop, the powder looks even, the sheet lays flat. Then you leave it overnight in a humid shop and it curls, sticks, and sweats ink the next morning. Humidity doesn't ask permission. It just walks into your shop and starts breaking down the chemistry of your transfer. If you store large DTF orders wrong, you're not storing art. You're storing future rejects. We’ve spent 20 years watching good prints die in bad air. This is how you stop it. What Humidity Actually Does to Your DTF Gang Sheet DTF is like giving your design a second life. You print it onto film, dust it with powder, and cure it until it’s ready to travel. Then with one press of heat, it jumps from film to fabric. No limits on color. No limits on fabric. Just your art, stuck on and made to last. And humidity is the one thing that can interrupt that jump. DTF film has a coated side that holds ink. That coating is hygroscopic. It pulls moisture from the air. When relative humidity climbs above 60%, the coating swells just enough to stop holding a crisp edge. Your whites get gummy. Your powder clumps instead of melting clean. The adhesive powder is worse. TPU powder starts absorbing moisture at 55% RH. In a shop running at 70% humidity in July, an open box of powder can gain 2-3% moisture weight in 48 hours. That moisture turns to steam in your curing oven and leaves pinholes. It turns to steam under your heat press and leaves bubbles. Large orders make it worse because you have more surface area stacked tight, trapping that damp air between sheets. How to Set Up Your Shop So Film Stays Flat and Ready You don't need a clean room. You need control. Keep your storage zone at 68-75°F and 45-55% relative humidity. That's the sweet spot where film stays dimensionally stable and powder stays dry. A $15 hygrometer from Amazon will tell you the truth. Most shops are shocked to find they're at 72% at 7am. Run a commercial dehumidifier rated for your square footage, not a residential one. For a 1200 sq ft shop in the Southeast, you need a 70-pint unit pulling at least 50 pints per day. That unit costs around $280-$350 and will save you $400+ in ruined film per humid month. Place it low, because damp air sinks, and keep it 18 inches off the wall. And don't fight your AC. Air conditioning removes moisture only when it's running. If you turn it off at night to save power, your shop spikes to 80% humidity by morning. Keep air moving 24/7, even on low. How to Store Large DTF Orders So They Don't Stick Together This is where shops lose money. They get a 500-foot roll of Custom DTF Gang Sheet order and lay it in a pile. Don't. If you use rolls, store them vertically on a core rack, wrapped in the original black poly bag with two silica gel packs taped inside. Vertical storage prevents flat spots and edge curl that cause head strikes later if you were to reprint. If you have to store flat, never stack more than 5 rolls high. If you receive sheets, you need air gaps. Slip a sheet of parchment or butcher paper between every 10-15 transfers. Not wax paper, it sticks. The parchment wicks trapped moisture and stops ink-to-back transfer when sheets get warm. For a Custom Gang Sheet order over 100 sheets, break it into smaller batches in sealed bins. We use 60-quart gasket-seal totes. Each tote holds about 100 gang sheets, plus a 100-gram rechargeable desiccant. At Music City DTF we pack large orders this way before they ship because a cardboard box breathes. A gasket tote doesn't. Keep all totes off the floor. Four inches is enough. Concrete sweats. Put them on wire shelving or a pallet. Gang Sheet Layout Tips That Reduce Moisture Problems Later How you build the sheet changes how it stores. When you How to Make a DTF Gang Sheet, you want to think about powder load. A solid 10x10 inch block of white ink holds a massive amount of wet powder. That block is a moisture magnet. So when you use a Gang Sheet Builder, break up big solids. Add a 1/8 inch gap between designs. That gap lets powder cure more evenly and lets air circulate during storage. It also makes cutting faster. And maximize gang sheet space the smart way. Don't jam art to the very edge of the film. Leave a 0.5 inch clean border around the entire Custom Gang Sheet. That border keeps the sheets from sealing together with static and humidity and gives you a dry place to grab without touching ink. For Gang Sheet Printing, set your white ink to 65-75% for storage orders. A super heavy white layer looks great on day one but stays soft for days in humidity. A slightly leaner white cures harder and stores longer. Your Daily Routine for Humid Days This is the routine we give shops that use our Gang Sheet Builder in Nashville, where summer humidity averages 74%. First thing in the morning, check your hygrometer and empty your dehumidifier if it isn't plumbed. If your shop is over 60%, don't open your totes yet. Let the dehumidifier pull it down to 55% first. That's usually 30-45 minutes. When you pull sheets for pressing, only pull what you'll press in the next two hours. Reseal the tote. Every time you open and close a tote in damp air, you exchange all that dry air for wet. If a sheet feels tacky or limp, don't press it. Put it in front of a fan for 10 minutes, coated side up. If it doesn't snap back and feel crisp, put it in a dry tote with fresh desiccant for 4 hours. Pressing a damp transfer is how you get steam pops and poor wash durability. And never cure or store near your heat press. Your press puts out pounds of steam per hour. That steam has to go somewhere. Keep storage at least 15 feet away, or behind a partition. What to Do When Film Already Has Moisture Damage You'll know. The film curls toward the printed side. The powder looks clumpy, like sugar that got wet. The colors look dull and the sheet sticks to the one below it. You can sometimes save it. Lay the sheets individually on a wire rack in your driest room with a fan on low, not high. High air blows dust onto the tacky coating. After 60-90 minutes, most light curl will relax. If powder is clumped and won't shake off, it's done. Reprint it. Pressing it will only leave a rough hand feel and you'll lose the customer. This is why understanding Gang Sheet File Requirements matters at the start. A file built with too much ink coverage will never store as long as a clean file with proper choke and bleed. At Music City DTF, we see the longest storage life from 300 DPI PNGs with transparent backgrounds and no hidden white boxes. Maximize Gang Sheet Space Without Sacrificing Storage Life You want to How to Build a Gang Sheet that pays for itself and still presses perfect two weeks later. Use varied sizing. Mix adult chest logos with left chest and sleeve hits on the same sheet. That mix naturally creates air channels in the stack because the ink thickness varies. Group similar colors together when you can. It doesn't affect moisture, but it reduces powder waste and gives you a more consistent cure, which indirectly helps storage. And use the nesting feature in your DTF Gang Sheet Builder. Good nesting software will rotate designs to fit 15-22% more art on the same length. On a 22.5" x 60" Custom Gang Sheet that retails for $28-$42, that extra 18% is pure profit. Just don't nest so tight that designs touch. A kiss cut needs space. Conclusion Storing DTF isn't about being neat. It's about respecting the chemistry you paid for. Film, ink, and powder are all waiting for heat to do their job. Humidity gives them a false start before they ever hit your press. So build your storage like you build your business. A $35 tote, a $12 desiccant pack, and a $30 hygrometer will protect thousands of dollars in Custom DTF Gang Sheet inventory. Keep your air at 45-55% RH, keep your totes sealed and off the floor, and keep your heat press steam away from your storage wall. Do that and your transfers will feel the same on day 14 as they did on day one. Crisp. Flat. Ready to jump. And when you nail How to Make a DTF Gang Sheet that stores well, you don't just save film. You save time, reprints, and customers. That's how a small shop in a humid town runs like a big one, and that's exactly what we help with at Music City DTF every single day. Your Art Deserves Better Than a Damp Shelf. You've learned how to protect your transfers. Now let's make sure your next order is built to last from the first print. Our team checks every sheet for cure, powder evenness, and pack-out so it arrives ready to press. Browse Our Services → • Request a Quote → • Place Your Order Why Choose Music City for DTF Transfers We are Music City DTF, a team of production leads, color specialists, and shop consultants with 20 years combined on DTF presses, curing ovens, and fulfillment tables. We have worked with UV DTF stickers, cold peel transfers, and high-volume gang rolls through humid summers, dry winters, and everything in between. We have helped shops scale from a single press to multi-press operations. This guide comes from thousands of feet of film we've printed, packed, stored, and tested for real-world wash and press performance. Frequently Asked Questions How Do I Store a Large DTF Gang Sheet Order in a Humid Shop? Keep your sealed totes at 45-55% RH and 68-75°F, off the concrete floor and away from your heat press. Add parchment between every 10-15 sheets and use rechargeable desiccant packs inside each gasket-sealed tote to absorb trapped moisture and prevent sticking. What Is the Best Humidity Level for Storing DTF Transfers? The best range is 45-55% relative humidity. Below 40% creates static that pulls dust onto your film. Above 60% makes your DTF Gang Sheet absorb moisture, causing powder clumps, curling edges, and steam bubbles during pressing that ruin wash durability. How Long Can I Store a Custom DTF Gang Sheet? When stored correctly in a sealed tote with desiccant, a Custom DTF Gang Sheet will press clean for 3-4 weeks. At Music City DTF we recommend using it within 14 days for best hand feel and opacity, especially for large white ink areas that absorb moisture faster. How to Build a Gang Sheet That Lasts Longer in Storage? Leave a half-inch border, add an eighth-inch gap between designs, and avoid huge solid blocks of white. When you How to Build a Gang Sheet this way, powder cures more evenly and sheets don't trap damp air, so your Custom Gang Sheet stays flat and press-ready. Why Is My Gang Sheet Sticking Together? Your film is absorbing humidity from the air, which softens the ink and makes the coating tacky. This often happens when you store boxes on concrete or leave totes open overnight. Separate sheets with parchment paper and lower your shop humidity to 55% quickly. What Are the Gang Sheet File Requirements for Humid Climates? Supply a 300 DPI PNG with a transparent background and no hidden white blocks. Keep white ink at 65-75% for storage orders. Proper Gang Sheet File Requirements reduce excess powder load, so your DTF Gang Sheet cures harder and resists moisture pickup. Can I Use a DTF Gang Sheet Builder to Save Space and Reduce Damage? Yes. A good DTF Gang Sheet Builder nests designs with smart gaps that improve airflow and curing. Use it to Maximize Gang Sheet Space without letting art touch. This cuts costs and also prevents ink transfer when sheets are stacked tightly. How Do I Know If My Gang Sheet Printing Was Cured Correctly for Storage? A well-cured sheet feels smooth, not gritty, and the back of the film is dry with no powder falling off. For Gang Sheet Printing, the powder should be fully melted into an even orange-peel texture. If you see white dry powder, it will absorb humidity fast. Does Music City DTF Pack Orders for Humid Storage? Yes. At Music City DTF we ship large orders in moisture-resistant poly bags with desiccant inside sealed packaging, not just cardboard. We also split 100+ sheet orders into smaller sealed batches so you only expose what you need to press that day. What Does Gang Sheet Layout Tips Mean for Storage? Gang Sheet Layout Tips are placement rules for your art on film. For storage, it means leaving grab borders, spacing designs, and mixing sizes to create air channels. Good layout in your Gang Sheet Builder helps your Custom Gang Sheet stay flat and dry for weeks.
Learn more
How Long Do UV DTF Stickers Last in Festival Heat? Nashville CMA Fest Guide
How long do UV DTF stickers last when your bottle sits in 90°F sun all day at CMA Fest and then gets tossed in a cooler? About 8 months to 3 years, depending on what you put them on and how you treat them. UV DTF is a transfer where UV-cured ink and adhesive are printed onto a film, then applied to a hard surface. The ink cures instantly under UV light, so you get a glossy, raised decal with no carrier sheet. That’s why vendors at Coachella, Bonnaroo, and Nashville street festivals use them on water bottles, tumblers, and cups. They look premium and they hold up to condensation better than vinyl. But festival conditions are brutal. Dust, sweat, ice, and constant handling will test any sticker. We’ve tested hundreds of bottles across 4 summers in Nashville and 2 trips to Coachella. The difference between 6 weeks and 3 years usually comes down to 3 things: surface prep, sun exposure, and friction. This guide breaks down real numbers so you can plan your merch without guessing. Have a UV Gang Sheet ready for print? Upload Your Print-Ready Sheet! What UV DTF is and Why Festivals Use It UV DTF stands for Direct-to-Film with UV curing. You print, cure, coat with adhesive, and transfer. No weeding, no transfer tape mess. It works well on hard, smooth surfaces. That’s why you see it on stainless tumblers, glass bottles, acrylic signage, and hard plastic promo cups. At festivals, the raised feel reads expensive. People pick it up. They remember the brand. For outdoor use, the big win is UV DTF stickers waterproof performance. Once cured, the ink won’t run. The adhesive resists water. A bottle can sweat for 6 hours and the graphic won’t smear. But waterproof doesn’t mean indestructible. Heat, abrasion, and oils still matter. Most Nashville print shops quote $0.75 to $2.40 per sticker depending on size. A 3-inch circle gang-printed runs closer to $0.75. A 5x7 custom runs closer to $2.40. Add $0.12 to $0.18 per piece if you want a clear protective topcoat for extra UV protection. How Long Do UV DTF Stickers Last on Bottles During CMA Fest and Coachella We tracked 300 bottles across 3 Nashville events in 2024 and 2025, plus 120 bottles at Coachella 2025. Same sticker, different abuse. On smooth 20oz stainless tumblers used daily and hand-washed, average life was 24 to 36 months. On 16oz PET plastic bottles carried in bags, set on tables, and refilled, average life was 9 to 14 months. On cheap textured promo bottles, it dropped to 3 to 6 weeks because the adhesive couldn’t grip the texture. Coachella was tougher. Average daytime temp hit 98°F and dust was everywhere. Bottles there averaged 7 to 11 months. The dust acted like sandpaper in bags. CMA Fest was humid but less abrasive. Bottles averaged 10 to 15 months. The sun matters a lot. We measured the fade with a colorimeter. Dark reds and blacks lost about 12% saturation after 200 hours of direct Nashville sun. Lighter colors lost about 5%. That’s where UV DTF stickers fade resistance comes in. If the bottle lives in a window or on a merch table all day, expect faster fade. One key number: hand wash only. Bottles that went through a dishwasher 10 times showed edge lift in 68% of tests. Heat cycling softens the adhesive. The 4 Factors That Control UV DTF Sticker Longevity First is surface energy. Glass and polished stainless are perfect. They’re smooth and clean. Plastic is trickier. Wipe with 70% isopropyl alcohol and let it dry for 30 seconds. Fingerprints kill adhesion. Second is abrasion. Festival life is rough. Keys, other bottles, and sand will scuff any print. A clear topcoat adds about 40% more life in our abrasion test. It costs little and pays off. Third is UV exposure. Nashville averages 215 sunny days per year. Direct sun is the main driver of fade. If you can, store bottles out of the sun when not in use. Fourth is application pressure. You need firm, even pressure for 10 seconds. Weak pressure causes air pockets and early peel. This is the number one mistake we see at event booths. Get those right and your UV DTF sticker performance jumps. Get them wrong and you’ll be reprinting in a month. UV DTF Sticker Quality: How to Spot a Good Transfer Not all UV DTFis equal. Bad film ruins good art. Check the white ink. It should be bright and solid. Gray white means thin coverage and it will fade faster.Check the adhesive coat. It should be even. Patchy adhesive causes spot lifting.Check the cure. Properly cured ink feels smooth and glassy, not tacky. Tacky means it will pick up dirt in 2 days. Ask your printer what lamp they use. A 395nm LED with 3-5 second cure per pass is standard. Under-cured stickers fail at about 30 to 45 days in real use. Also ask about the film. Cast PET film conforms to curves better than calendared. For bottles, cast is worth the extra $0.10 per sheet. This is where UV DTF sticker quality shows. You can’t see it on day one. You see it on day 30 at an event. How to Make UV DTF Stickers Waterproof and Last Longer UV DTF is naturally water resistant. But for festival bottles, add two steps. Step one, clean. Alcohol wipe, no exceptions. Oils from hands are the fastest way to cause peel.Step two, press. Use a squeegee or firm thumb pressure. Go slow around curves. If the bottle will live outside, add a UV clear coat. It adds $0.15 per sticker and extends life by 6 to 9 months in the sun. For glass, this is less critical. For plastic, it helps a lot. Avoid dishwashers. The heat hits 150°F. That’s enough to relax the adhesive over time. Tell customers hand wash only. And don’t store bottles in hot cars. We tested this. A bottle left on a dashboard in July hit 140°F inside. After 3 days, 40% showed edge lift. UV DTF Stickers on Glass Durability vs Plastic Glass wins for longevity. It’s non-porous and stable. In our test, UV DTF stickers on glass durability averaged 18 to 30 months indoors. Outdoor glass signs averaged 14 to 20 months. Plastic is more common for festivals because it’s light and cheap. But it flexes. That movement stresses the adhesive. That’s why UV DTF stickers for bottles durability on PET is 9 to 14 months, not years. If you’re selling at CMA Fest, use stainless or Tritan. They’re smooth and they don’t flex. Your return rate drops. Conclusion Don’t overthink this. Clean the bottle, press hard, and keep it out of the dishwasher. Do that and your stickers will make it through CMA Fest, Coachella, and the rest of summer without looking trashed. The biggest mistake we see is rushing the application at a booth. Take 10 seconds per bottle. It’s the difference between a customer who comes back and one who doesn’t. If you’re prepping merch now, test one design today. See how it holds up on your actual bottle. That one test will tell you more than any spec sheet. Contact Music City DTF with your sizes and event date. We’ll help you pick the right film and finish so your stickers last longer than the weekend. Frequently Asked Questions How Long Do UV DTF Stickers Last on Water Bottles? On a smooth plastic bottle used daily, expect 9 to 14 months. On stainless, expect 2 to 3 years. Sun, washing, and abrasion cut that time. Hand wash and keep out of direct sun to get the most life. This is the real answer to how long do UV DTF stickers last for event bottles. Are UV Stickers Waterproof for Festivals? Yes. Once cured, UV DTFresists water, ice, and condensation. They handle a sweaty bottle at CMA Fest fine. Don’t soak for hours and avoid dishwashers. For coolers, add a clear topcoat. That’s what we recommend for any bottle that will sit in water all day. How Long Do UV Stickers Last on Glass? Glass is the best surface. With proper cleaning, expect 18 to 30 months indoors. Outdoor glass in sun averages 14 to 20 months. Clean with alcohol first. Oils cause lift. This is why UV DTF stickers on glass durability is higher than on plastic. What Hurts UV DTF Design Durability at Events? Four things. Sun fade, scratches, heat, and dirty surfaces. Dust at Coachella scuffs prints. Car heat softens glue. Fingerprints cause peel. Control those and your stickers last. Skip one and you’ll see failure in weeks instead of months. Can I Wash Bottles With UV Designs? Hand wash only. Dishwashers run at 140°F to 160°F. That heat cycling causes edge lift over time. In our test, 10 dishwasher cycles caused peel on 68% of plastic bottles. Use mild soap and a soft cloth. That keeps the print intact. Do UV DTF Stickers Fade in Nashville Sun? They can. Dark colors lost about 12% saturation after 200 hours of direct sun in our test. Lighter colors lost about 5%. UV DTF stickers fade resistance is good for 1 to 2 years outdoors. A UV topcoat extends that. For one weekend, fading isn’t an issue. How Do I Stop decals From Peeling? Clean with alcohol. Apply firm pressure for 10 seconds. Avoid textured plastic. Don’t wash for 24 hours. Keep out of dishwashers. If an edge lifts, press it again with low heat for 3 seconds. That reactivates the glue. Is UV DTF Better Than Vinyl for Bottles? For hard goods, yes. Vinyl is cheaper at $0.40 to $1.00. But UV DTFlooks better and wraps curves. It also has better UV DTF transfer durability on stainless and glass. If you want premium event merch, UV DTF is the better choice. Does Music City DTF Do Bulk Orders for Events? Yes. We print and cut gang sheets for festivals. Tell us your bottle type and we’ll match the film and adhesive. We include application instructions with every order. Order 3 weeks before CMA Fest to allow time for testing. How Can I Test UV Performance Before Ordering? Print 5 samples. Stick them on your actual bottles. Leave one in the sun for a week. Wash one 5 times. Put one in a bag with keys. If 4 of 5 pass, you’re good. This 20-minute test saves money and headaches.
Learn more